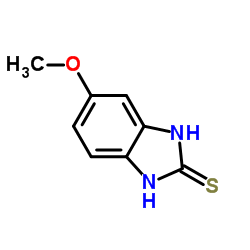
5-Methoxy-2-mercaptobenzimidazole
- CAS No.37052-78-1
- GradeIndustrial / Pharmaceutical
- Availability● In Stock
High-purity 5-Methoxy-2-mercaptobenzimidazole serves as a critical pharmaceutical intermediate for proton pump inhibitor synthesis. Manufactured with strict quality control for global B2B supply.
Request Bulk PricingProduct Technical Details
Product Overview
5-Methoxy-2-mercaptobenzimidazole is a specialized heterocyclic compound widely recognized for its pivotal role in modern pharmaceutical synthesis. As a key building block, this chemical facilitates the construction of complex benzimidazole derivatives essential for therapeutic applications. Our facility produces this intermediate under stringent quality management systems to ensure consistency and reliability for downstream manufacturing processes.
The compound is characterized by its specific molecular structure, which allows for efficient functionalization during multi-step synthesis routes. We prioritize the delivery of materials that meet rigorous industry standards, supporting pharmaceutical companies in maintaining their own production schedules and quality benchmarks.
Technical Specifications
Our production process emphasizes high purity and precise physical characteristics to minimize impurities in final drug substances. The following table outlines the standard technical parameters for this product batch:
| Parameter | Specification |
|---|---|
| Chemical Name | 5-Methoxy-2-mercaptobenzimidazole |
| CAS Registry Number | 37052-78-1 |
| Molecular Formula | C8H8N2OS |
| Molecular Weight | 180.23 g/mol |
| Appearance | White to Yellowish Crystal |
| Purity (HPLC) | ≥98.0% |
| Loss on Drying | ≤0.5% |
| Melting Point | 261-263 °C |
| Density | 1.38 g/cm3 |
Industrial Applications
This benzimidazole derivative is primarily utilized as a strategic intermediate in the synthesis of proton pump inhibitors (PPIs). It serves as a foundational component for manufacturing active pharmaceutical ingredients such as omeprazole and esomeprazole salts. The high reactivity of the mercapto and methoxy groups enables efficient coupling reactions required in these complex synthetic pathways.
Chemical manufacturers rely on consistent quality of this intermediate to ensure the efficacy and safety of the final medicinal products. Our supply chain is optimized to support large-scale production needs, providing a stable source of raw materials for pharmaceutical formulation and development teams.
Quality Assurance and Packaging
Quality control is integral to our manufacturing ethos. Each batch undergoes comprehensive analysis using advanced spectroscopic and chromatographic methods to verify identity and purity. We provide a Certificate of Analysis (COA) with every shipment, documenting compliance with agreed specifications.
The product is packaged in secure 25kg cardboard drums or customized containers based on client requirements. Proper storage involves maintaining a cool, dry environment in well-closed containers, protected from moisture and intense light to preserve chemical stability during transit and warehousing.


