Aldehydo-D-Ribose
- CAS No.50-69-1
- GradeIndustrial / Pharmaceutical
- Availability● In Stock
High purity Aldehydo-D-Ribose (CAS 50-69-1) designed for pharmaceutical synthesis and nutraceutical applications with strict quality control.
Request Bulk PricingProduct Technical Details
Product Overview
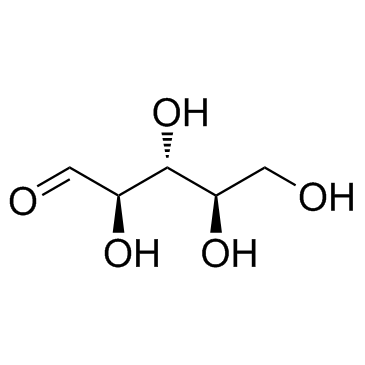
Aldehydo-D-Ribose, commonly known as D-Ribose, is a naturally occurring aldopentose sugar that serves as a critical building block in medicinal chemistry and biochemical research. As a fundamental component of ribonucleic acid (RNA) and various coenzymes, this compound plays an indispensable role in cellular energy metabolism and genetic coding. Our facility specializes in the production of pharmaceutical-grade Aldehydo-D-Ribose, ensuring consistent quality for downstream synthesis of nucleoside analogs and antiviral agents. We adhere to rigorous manufacturing standards to deliver a product that meets the demanding specifications of the global pharmaceutical industry.
Chemical Properties and Stability
This compound exhibits distinct physical and chemical characteristics that make it suitable for complex organic synthesis. With a molecular formula of C5H10O5 and a molecular weight of 150.13, it presents as a white to off-white crystalline powder. The material demonstrates a melting point range between 88 and 92 degrees Celsius, indicating high thermal stability under standard storage conditions. Our advanced purification processes ensure minimal impurities, with a density of 1.681 and a refractive index of 1.612. Proper handling is recommended to maintain integrity, as the compound is hygroscopic and should be protected from excessive moisture during processing.
Industrial Applications
The primary application of our Aldehydo-D-Ribose lies in the synthesis of pharmaceutical intermediates, particularly for oncology treatments such as Capecitabine. It acts as a key precursor in the construction of nucleoside structures, which are essential for developing antineoplastic and antiviral medications. Beyond pharmaceutical synthesis, this high-purity sugar is also utilized in the nutraceutical sector for energy supplementation formulations. The versatility of D-Ribose allows it to serve as a reliable raw material for manufacturers seeking to produce high-efficacy therapeutic agents. Our team provides technical support to help clients optimize their synthesis routes using our bulk materials.
Quality Specifications
Quality assurance is paramount in our production workflow. Each batch undergoes comprehensive testing using high-performance liquid chromatography (HPLC) to verify purity levels. We guarantee an assay of greater than 99.0 percent, ensuring minimal presence of isomers or related substances. Additional parameters such as loss on drying and residue on ignition are strictly controlled to meet international pharmacopoeia standards. Heavy metal content is monitored to remain below 5 ppm, safeguarding against toxicological risks in final drug products. A Certificate of Analysis (COA) is provided with every shipment to validate compliance.
| Parameter | Specification |
|---|---|
| Appearance | White to off-white crystalline powder |
| Assay (HPLC) | ≥99.0% |
| Loss on Drying | ≤0.5% |
| Residue on Ignition | ≤0.2% |
| Heavy Metals | ≤5ppm |
| Melting Point | 88-92ºC |
Packaging and Storage
To ensure product stability during transit, Aldehydo-D-Ribose is packaged in 25 kg drums lined with moisture-proof bags. Custom packaging solutions are available upon request to accommodate specific logistical requirements or large-scale production needs. Storage recommendations include keeping the material in a cool, ventilated environment away from direct sunlight and strong oxidizing agents. Our global logistics network facilitates timely delivery to manufacturers worldwide, supported by detailed documentation for customs clearance. Partner with us for a reliable supply chain of high-quality chemical intermediates.


