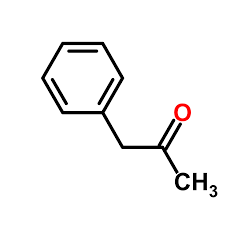
Phenylacetone
- CAS No.103-79-7
- GradeIndustrial / Pharmaceutical
- Availability● In Stock
High purity Phenylacetone liquid designed for specialized industrial organic synthesis and agrochemical intermediate production.
Request Bulk PricingProduct Technical Details
Product Overview
Phenylacetone, also known scientifically as 1-Phenyl-2-propanone, is a premium organic compound utilized extensively in the chemical manufacturing sector. As a key aromatic ketone, this substance serves as a vital building block for various complex synthetic pathways. Our facility produces this intermediate under strict quality control protocols to ensure consistency and reliability for downstream industrial applications. The material is characterized by its high purity levels and stable chemical properties, making it an essential component for professional synthesis operations.
Technical Specifications
We adhere to rigorous manufacturing standards to deliver a product that meets international chemical specifications. Each batch undergoes comprehensive analytical testing to verify composition and purity. The following table outlines the critical physical and chemical parameters associated with this grade:
| Parameter | Value |
|---|---|
| CAS Number | 103-79-7 |
| Molecular Formula | C9H10O |
| Molecular Weight | 134.175 g/mol |
| Appearance | Yellow liquid |
| Assay (Purity) | ≥98.0% |
| Density | 1.0±0.1 g/cm3 |
| Boiling Point | 214.0±0.0 °C at 760 mmHg |
| Melting Point | -15 °C |
| Flash Point | 87.5±7.3 °C |
| Refractive Index | 1.507 |
Industrial Applications
This chemical intermediate is primarily employed in the synthesis of specialized agrochemical compounds. It acts as a crucial precursor in the manufacturing process of anticoagulant rodenticides such as Diphacinone and Chlorophacinone. The high purity of our Phenylacetone ensures efficient reaction kinetics and minimizes impurity carryover in final products. Additionally, it finds utility in pharmaceutical research and the development of fine chemicals where precise molecular architecture is required. Our supply chain supports legitimate industrial users who comply with all relevant regulatory frameworks regarding controlled precursors.
Quality Assurance and Safety
Quality is paramount in our production process. We implement advanced chromatographic methods to verify assay levels and detect any potential contaminants. Every shipment is accompanied by a Certificate of Analysis (COA) to provide full transparency. Regarding safety, this material should be handled by trained professionals in well-ventilated environments. Proper personal protective equipment is recommended during handling to prevent exposure. Storage requirements include keeping the container tightly closed in a cool, dry, and ventilated area away from incompatible substances.
Packaging and Logistics
To maintain product integrity during transit, we offer robust packaging solutions. The standard configuration is 25 kg per drum, secured to prevent leakage or contamination. Customized packaging options are available to meet specific logistical needs or bulk order requirements. We coordinate with certified hazardous material carriers to ensure safe and compliant global delivery. Our logistics team manages all documentation necessary for international chemical trade, ensuring smooth customs clearance for authorized recipients.


