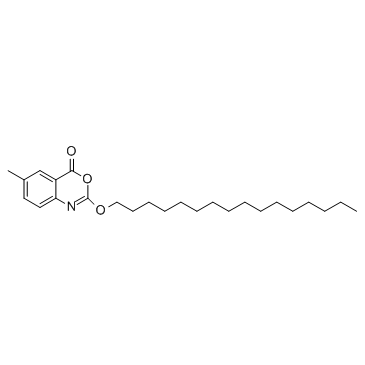
Cetilistat
- CAS No.282526-98-1
- GradeIndustrial / Pharmaceutical
- Availability● In Stock
High-purity Cetilistat intermediate for pharmaceutical manufacturing.
Request Bulk PricingProduct Technical Details
Product Overview
Cetilistat represents a advanced pharmaceutical intermediate designed for specialized metabolic research and therapeutic development. This organic compound functions as a potent lipase inhibitor, structurally engineered to interact with digestive enzymes involved in lipid metabolism. As a key active pharmaceutical ingredient, it is primarily utilized by licensed pharmaceutical manufacturers and research institutions for the development of metabolic health formulations. Our supply chain ensures that every batch meets rigorous international standards for chemical purity and stability, making it a reliable choice for large-scale production needs.
Technical Specifications
We maintain strict quality control protocols to guarantee the consistency and reliability of our chemical supplies. The following parameters define the standard specification for this product batch. All values are subject to verification via Certificate of Analysis upon request.
| Parameter | Value |
|---|---|
| CAS Number | 282526-98-1 |
| Molecular Formula | C25H39NO3 |
| Molecular Weight | 401.582 |
| Appearance | Gray-white crystalline powder |
| Assay | ≥99.0% |
| Density | 1.0±0.1 g/cm3 |
| Boiling Point | 509.7±43.0 °C at 760 mmHg |
| Flash Point | 158.9±22.6 °C |
| Refractive Index | 1.521 |
Industrial Applications
This chemical substance is predominantly employed in the pharmaceutical industry for the synthesis of finished dosage forms targeting metabolic regulation. Its mechanism involves the inhibition of pancreatic lipase, an enzyme responsible for breaking down triglycerides in the intestinal tract. By preventing the hydrolysis of dietary triglycerides into absorbable free fatty acids, it serves as a critical component in formulations aimed at managing lipid absorption. Researchers and formulators utilize this intermediate to develop equivalents or improvements upon existing therapeutic benchmarks. It is suitable for use in controlled laboratory environments and licensed manufacturing facilities where precise dosing and high purity are paramount.
Quality Assurance and Safety
Our commitment to excellence extends beyond mere chemical synthesis. We implement a comprehensive quality management system to ensure product safety and regulatory compliance.
- Rigorous In-Process Control: Multiple testing stages during synthesis to ensure purity levels exceed 99 percent.
- Documentation Support: Full provision of Certificates of Analysis, Method Validation Reports, and Stability Data.
- Secure Packaging: Materials are packaged in 25 kg drums or customized containers to prevent moisture ingress and contamination.
- Global Logistics: Established shipping channels ensure timely delivery while maintaining cold chain or ventilated storage requirements as needed.
Proper storage is essential to maintain the integrity of the chemical structure. We recommend storing this material in a cool, ventilated area away from direct sunlight and incompatible substances. Our team provides detailed handling guidelines to ensure safety during transport and warehouse management. For bulk inquiries or custom synthesis requirements, our technical support team is available to discuss specific project needs and provide competitive pricing structures tailored to volume commitments.


